

1 / 5
In the international market, hard capsule sealing technology is primarily utilized for high-end pharmaceutical products. Hard capsule sealing is achieved through innovative sizing treatments and safety protocols, breaking the limitations of traditional preheating methods. This equipment offers high system integration, filling the technological gap in the industry. It facilitates sizing and sealing for both liquid-filled and standard hard capsules, ensuring drug stability and safety during storage and transport. This technology promotes anti-counterfeiting to new heights and serves as a high-quality, cost-effective alternative to soft capsule production.
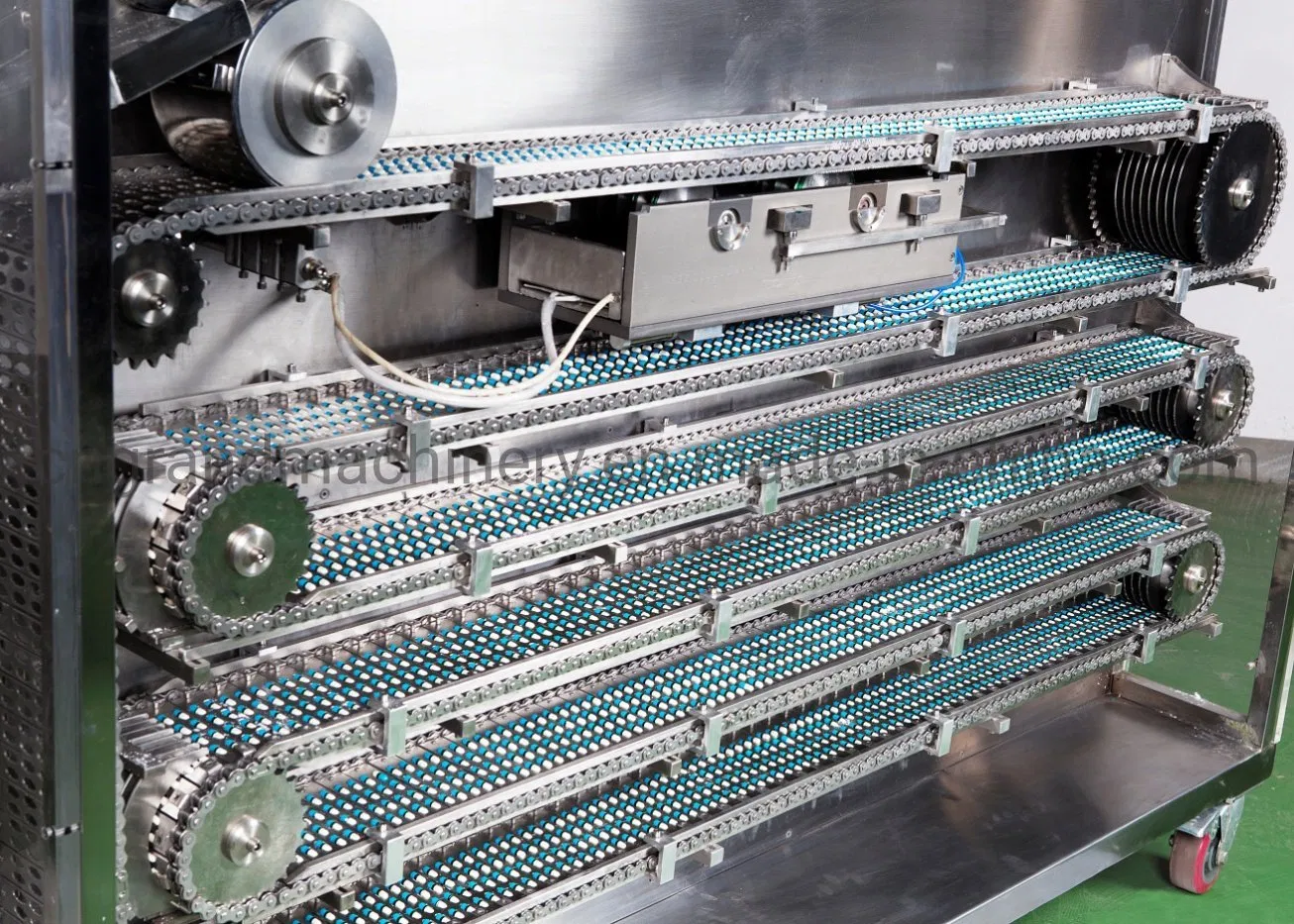
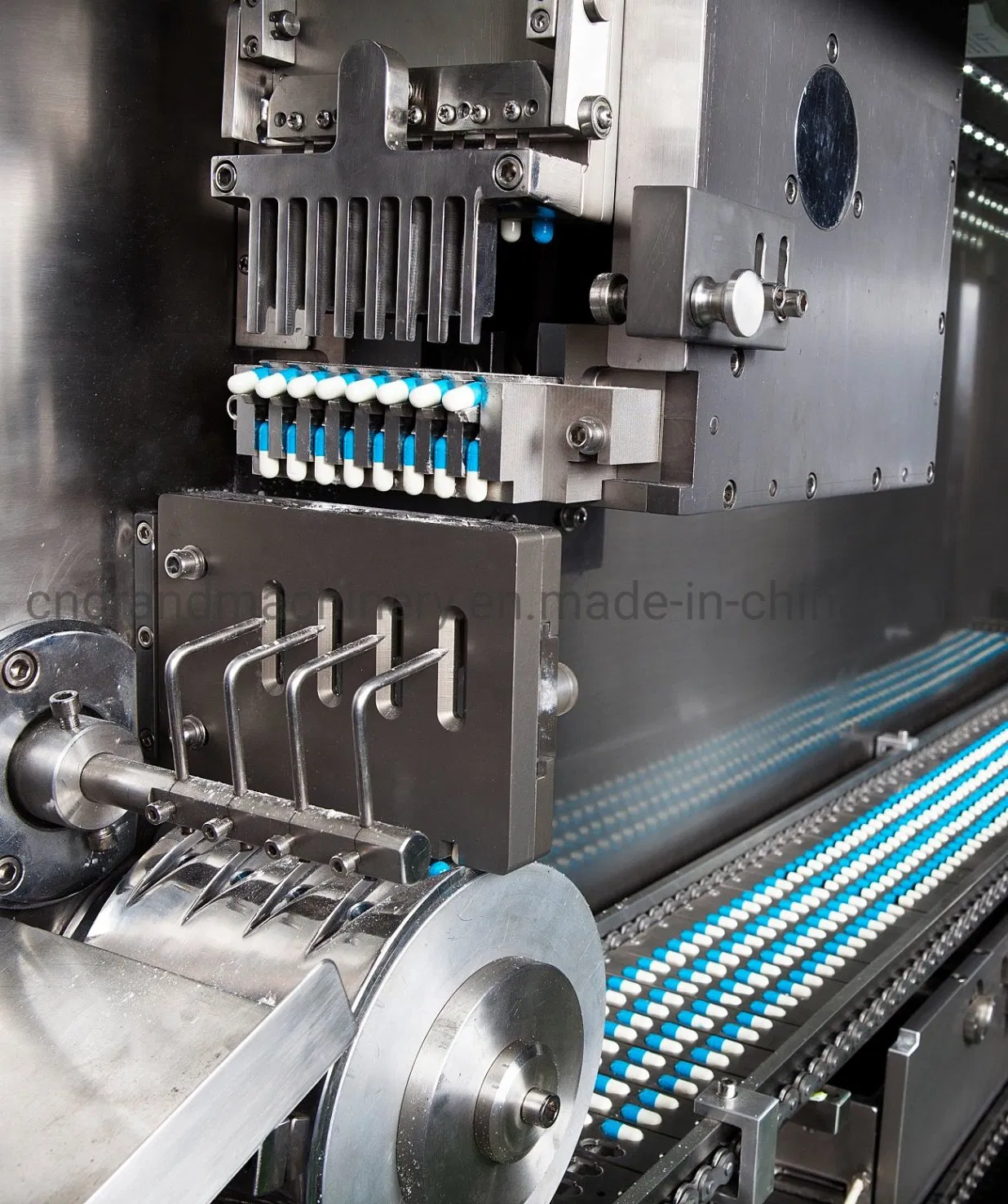
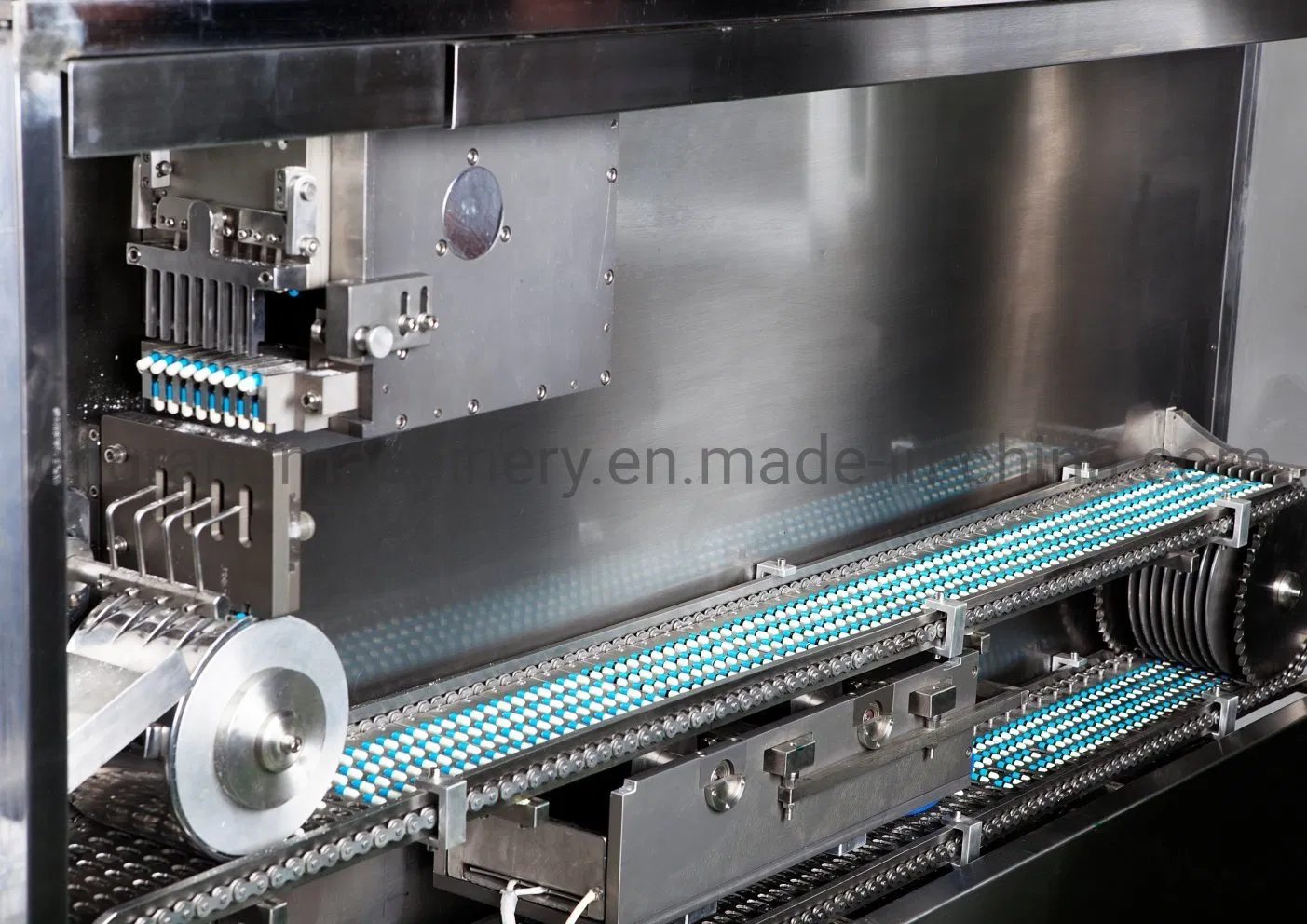
After materials are fed from the hopper, capsule caps and bodies are neatly aligned via a positioning mechanism. Sizing wheels automatically apply a safety spill-proof glue to the connection point using secondary sizing technology. The capsules then naturally solidify and dry during the conveying process, achieving a secure seal between the cap and body.





| Model | NSF-600 |
| Range of application | 0#-3# |
| Production efficiency | ≤40,000 granules/h (Water-soluble) / ≤50,000 granules/h (Non-water-soluble) |
| Rated power | 2KW |
| Power supply | 220/50HZ |
| Glue Temperature | 30-40ºC |
| Environment | Around 25ºC / Humidity 45%-75% |
| Weight | 1000KG |
| Dimensions | 2000*700*1650mm |



Our facility consists of over 5,000 square meters of standard production space. We specialize in R&D and manufacturing of pharmaceutical equipment for solid preparations, including grinders, granulators, and capsule filling machines. Our products are ISO9001 and CE certified, ensuring global compliance and high-performance standards.










