High-precision diagnostic equipment tailored for Sydney, Melbourne, and Brisbane medical centers.
The Australian healthcare landscape is undergoing a massive digital transformation. As a leading factory and exporter, we recognize that Australian hospitals, from the Royal Prince Alfred in Sydney to the Royal Adelaide Hospital, are increasingly demanding more than just basic telemetry. They require integrated, AI-powered Patient Vital Signs Monitoring Systems that offer seamless data synchronization with national platforms like "My Health Record".
With Australia's vast geography, remote patient monitoring (RPM) is no longer a luxury but a necessity for outback clinics and regional Western Australia. Our systems are designed for high connectivity, allowing clinicians in Perth to monitor patient vitals in real-time from the Kimberley region.
Our latest monitoring exports to Australia feature early warning scores (EWS) and predictive AI algorithms. These systems help Australian nursing staff identify potential cardiac or respiratory distress up to 4 hours before they occur, significantly reducing ICU readmissions.
Australia’s aging population and the increasing prevalence of chronic diseases have heightened the need for reliable monitoring in Aged Care Facilities and "Hospital in the Home" (HiTH) programs. As a certified exporter, our equipment meets stringent global standards, ensuring compatibility with the specific clinical requirements of the Australian Therapeutic Goods Administration (TGA) guidelines.
Integrating 15 years of healthcare manufacturing excellence into every monitoring solution.
About us: Our factory established in 2009 specialized in the field of disposable personal protective equipment for over 15 years. Today we have more than 500 employees. The company covers an area of more than 100,000 square meters and has a clean workshop of 6,000 square meters. The factory mainly produces and sells non woven medical face masks, disposable coverall, surgical gowns, disposable shoes cover, disposable medical boot covers, disposable bed sheet, disposable caps, disposable lab coats, lab jackets, isolation gowns, scrub suits, aprons, sleeves cover, etc. For the better promising quality to our customers, our company has passed the factory audit report from lS013485, CE. All our products meet the high levels of quality demand and conform to worldwide.



















As we export to the Australian market, we observe three major trends that our systems are uniquely positioned to address:
The National Disability Insurance Scheme (NDIS) in Australia has increased the demand for Portable Patient Monitoring Systems. Our compact units allow NDIS providers to monitor vital signs like SpO2, blood pressure, and heart rate in the comfort of the patient's home, ensuring safety without the need for constant hospitalization.
Hospitals in Victoria and New South Wales are investing heavily in IoT-enabled medical devices. Our monitors feature Central Monitoring System (CMS) capabilities, allowing a single nursing station to oversee up to 64 patients simultaneously. This significantly optimizes workflow in high-pressure environments like Australian Emergency Departments (ED).
Australia has one of the highest rates of pet ownership in the world. Our dedicated Veterinary Monitoring Systems are exported to clinics across Queensland and Tasmania, offering specialized algorithms for diverse species, from small house pets to large farm animals, ensuring every patient receives "human-grade" monitoring.
Our commitment as a factory and exporter is to provide Australian practitioners with high-reliability hardware that withstands the rigors of 24/7 clinical use. By combining our PPE manufacturing background with advanced electronic monitoring, we offer a comprehensive healthcare safety net.
Explore our full range of multiparameter, portable, and bedside vital signs systems.
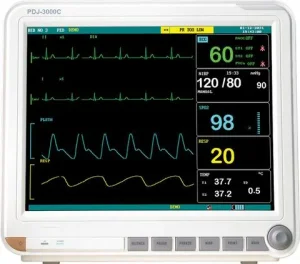
When selecting a Patient Vital Signs Monitoring Systems factory, Australian procurement officers prioritize precision, durability, and compliance. Our systems are engineered to measure core parameters including Non-Invasive Blood Pressure (NIBP), Pulse Oximetry (SpO2), Electrocardiogram (ECG), Respiratory Rate, and Temperature with clinical-grade accuracy.
With over 15 years in medical manufacturing, our expertise spans from high-volume personal protective equipment to precision electronic diagnostics. We understand that in an Australian clinical setting, a failure in monitoring can lead to catastrophic outcomes. That is why every unit undergoes rigorous Automatic Detecting and QC Inspection as seen in our factory modules. Our ISO13485 certification ensures that our management and production systems meet the international gold standard for medical devices.
Whether you are a distributor in New South Wales, a hospital administrator in Victoria, or a veterinary surgeon in Western Australia, our factory provides the direct-from-source advantage. We offer competitive pricing, dedicated technical support, and the agility to customize monitoring systems for specific Australian research or clinical projects.
The future of Australian healthcare is "Smart, Connected, and Patient-Centric." By choosing our Patient Vital Signs Monitoring Systems, you are investing in technology that not only monitors but protects and predicts. We are proud to be a trusted exporter to the Australian continent, bridging the gap between advanced manufacturing and life-saving clinical care.